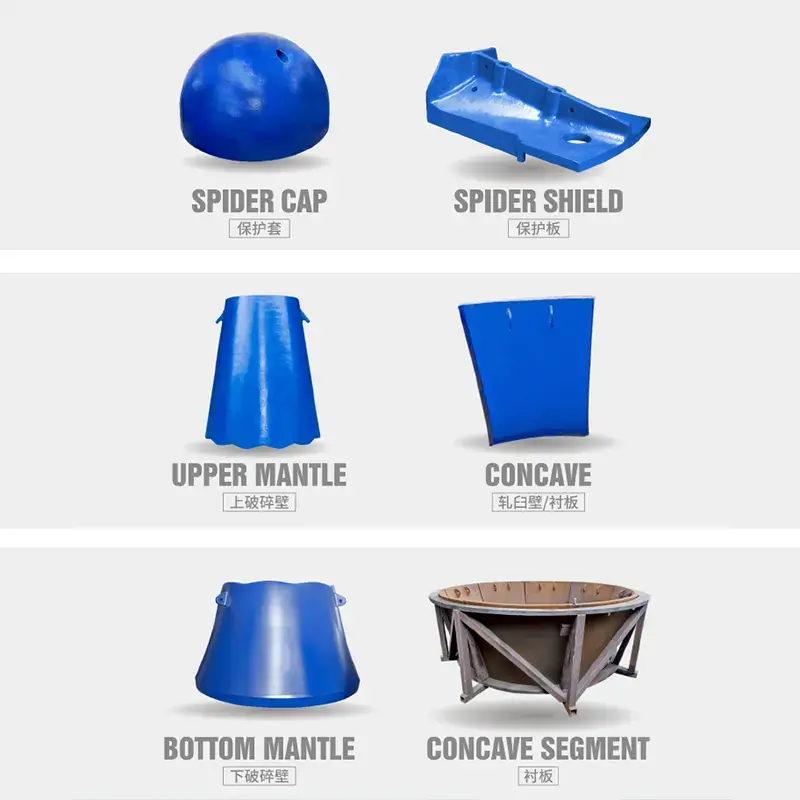





Use and replacement method of wear-resistant lining plate of crusher accessories
Crusher can be divided into many kinds, such as hammer crusher, jaw crusher hammer head, impact crusher hammer head, cone crusher, crusher is widely used in smelting, building materials, roads, railways, mining ore crushing and many other aspects, is often used for high hardness material crushing machinery. The following global crusher network we explain is the replacement and use of crusher accessories lining plate.
The crusher liner should be replaced after a certain time, otherwise it will not achieve good results. Here is a look at the use and replacement of the crusher accessories wear-resistant liner.
Liner plate is not only used in the ball mill equipment, the protective cylinder is also installed in the crusher chamber of the crusher. The crushing force of the material in the crushing chamber of the crusher mainly comes from the friction force and the impact force, the material hits the liner with the impact speed of 80m/s, therefore, the main task to improve the quality of the crusher is the development of the wear-resistant liner.
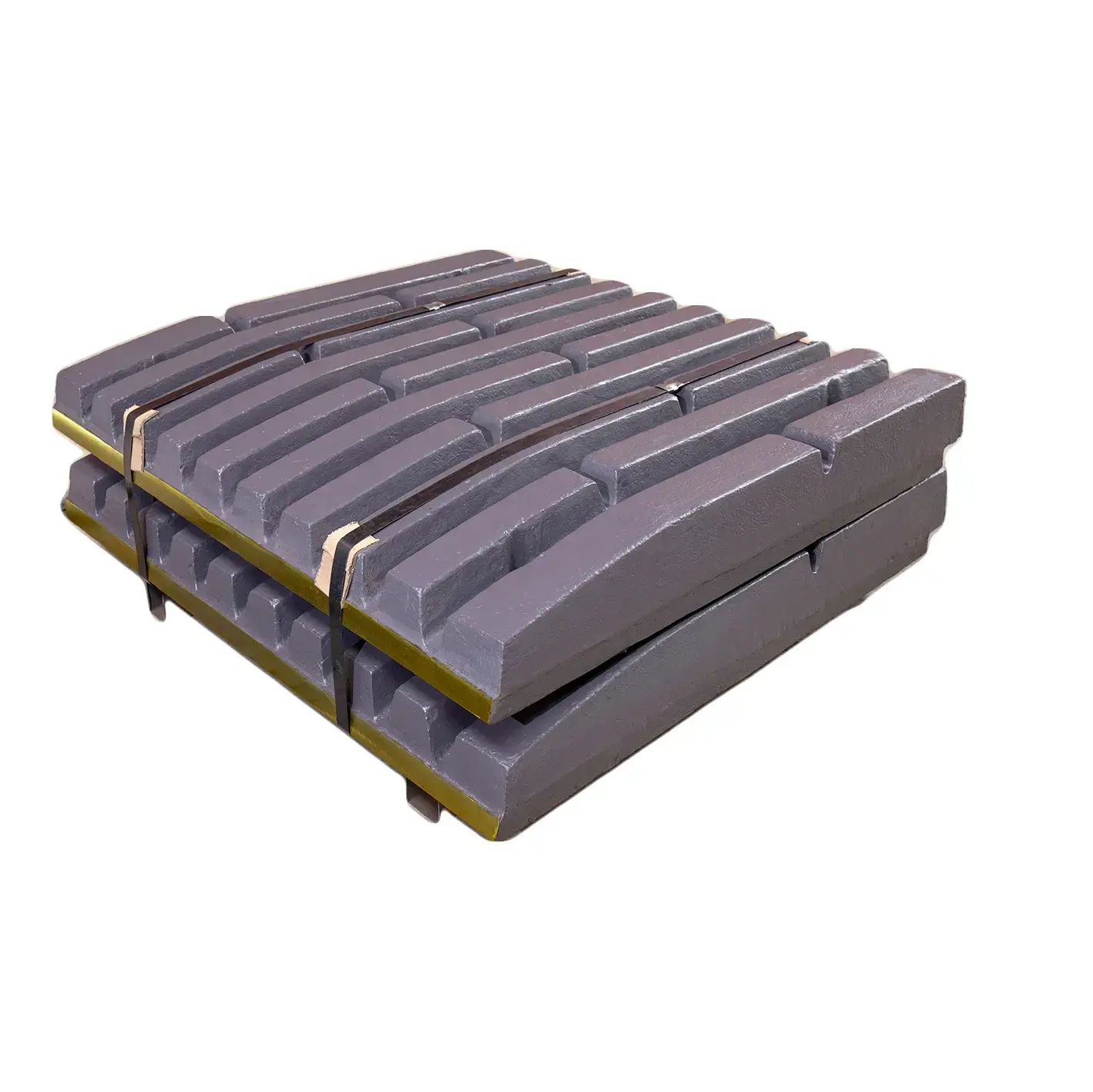
Alloy steel lining materials: high carbon medium alloy, low carbon low alloy steel, medium carbon medium alloy, medium carbon low alloy mainly, the variety is complex, the standard is different, because of its high toughness, low cost and good wear resistance and suitability and get rapid development. However, in practical applications, the wear resistance still cannot meet the market demand due to the small alloy content. High manganese steel liner has high wear resistance and long service life, which has been recognized by the industry, and its high performance represents the highest level of metal wear-resistant materials at present.
The replacement method of the wear-resistant lining plate of the crusher: when the lining plate of the lower part of the crusher cone is installed, the adjustment ring of the lower part of the cone is used to maintain a gap of l.0 ~ 2.0mm between the lower lining plate and the cone. After the top liner is installed, the compression nut should be installed first, and then the zinc alloy should be cast. Before casting, the cone and liner should be preheated 60 ~ 80℃, and the cracks of the joints of the liner should be plugged with asbestos and clay to avoid the leakage of zinc alloy. After the lining is alloyed, install the compression nut and locking plate to make it firmly fixed.